Splinter Rock REE Project
The Splinter Rock project is located approximately ~150km by road northeast of Esperance. The rare earth element (REE) mineralisation at the Splinter Rock Project occurs in the weathered profile (in-situ regolith) adjacent to Booanya granitic basement rocks which are enriched in REE.
The strong enrichments in REE distinguishes Booanya granites from all other granite groups in the Esperance area. CSIRO have been engaged to use cutting edge exploration tools to assist OD6 in targeting the most likely areas of significant REE mineralisation.
Four significant prospect areas have been identified at Splinter Rock, being: Scrum, Centre, Flanker and Prop. The prospects contain amongst the thickest and highest grades of clay hosted REE’s in Australia. The thickness, area and density of the clays show the massive potential scale of REE at Splinter Rock. An updated mineral resource estimate of 682 Mt @ 1,338 TREO at 1,000 ppm cut-off grade was announced in May 2024.
Highlights include:
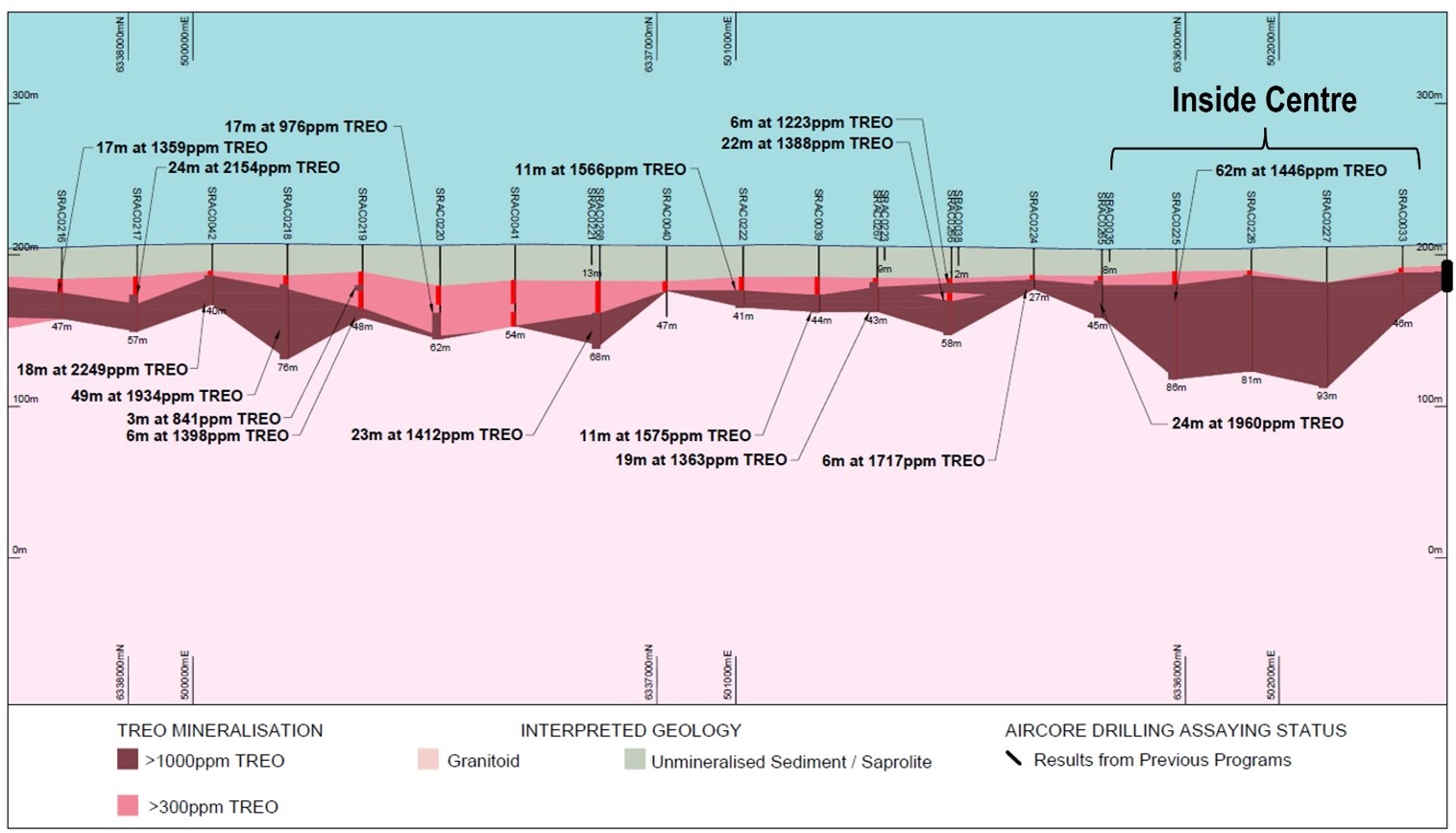
- High grade indicated MRE at the stand-out Inside Centre prospect of 119Mt at 1,632 ppm TREO with 23% Magnet Rare Earth Oxides (MagREO) with near surface mineralisation up to 70m thick
- Less than 10% of targeted clay basin area included in the estimate, with on-going exploration to further expand the known mineralisation
- High value MagREO represent an average of ~23% of TREO grade
- Continued exploration prioritisation of ‘best of the best’ in terms of grade, MagREO content, thickness and metallurgical recovery
Figure showing the Splinter Rock rare earth project tonnage and grade curve.
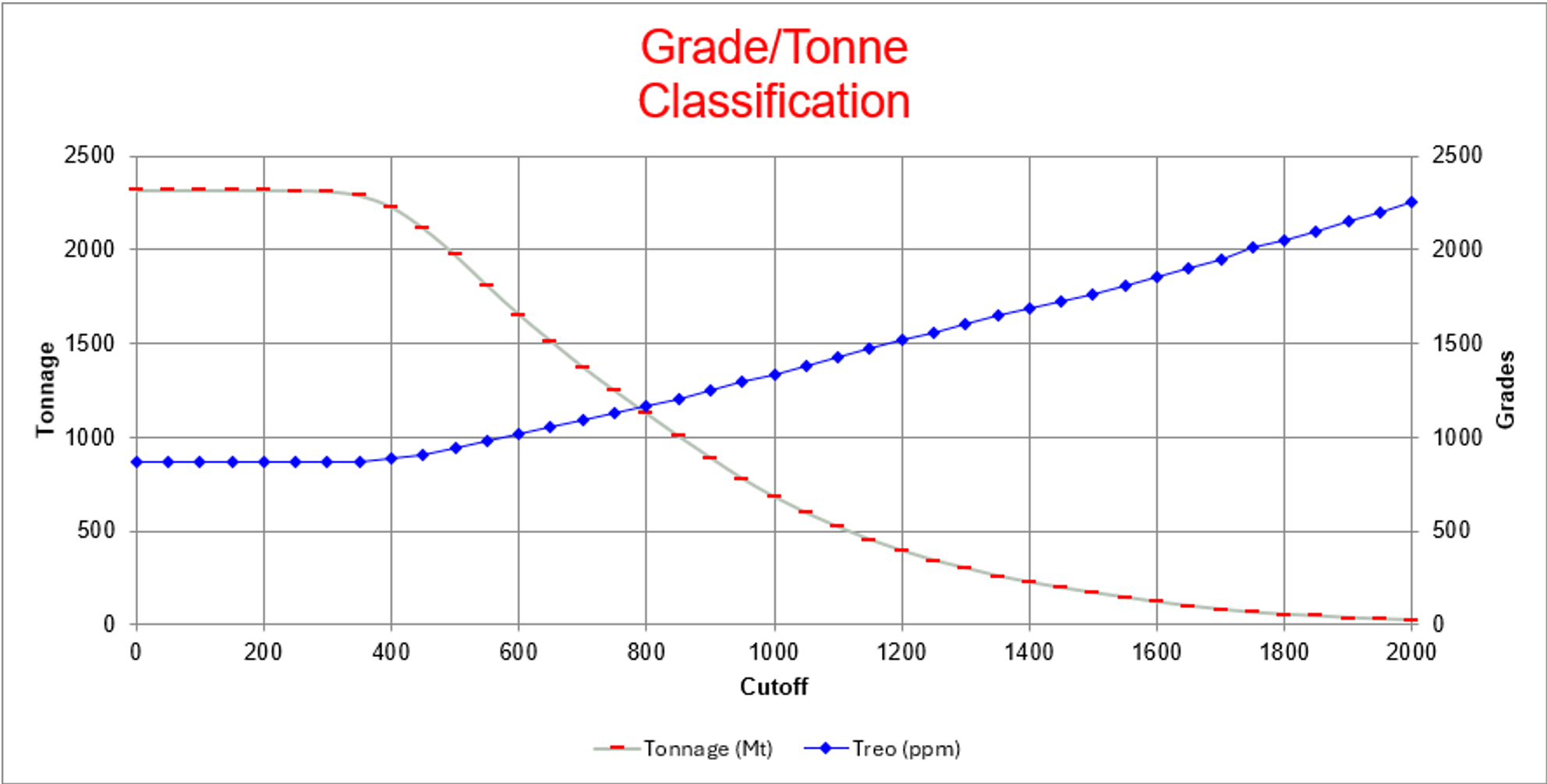
Table showing the mineral resource estimate at Splinter Rock – by prospect at 1,000 ppm TREO cutoff grade.
| Prospect | Category | Tonnes (Mt) | TREO (ppm) | Pr6O11 (ppm) | Nd2O3 (ppm) | Tb4O7 (ppm) | Dy2O3 (ppm) | MREO (ppm) | MREO/TREO (%) |
|---|---|---|---|---|---|---|---|---|---|
| Inside Centre | Indicated | 119 | 1,632 | 79 | 271 | 2 | 12 | 366 | 22.4 |
| Centre | Inferred | 276 | 1,342 | 65 | 228 | 3 | 15 | 310 | 23.1 |
| Centre NW | Inferred | 21 | 1,255 | 65 | 227 | 3 | 14 | 309 | 24.6 |
| Scrum | Inferred | 126 | 1,228 | 58 | 210 | 3 | 15 | 285 | 23.2 |
| Flanker | Inferred | 45 | 1,250 | 59 | 212 | 3 | 16 | 290 | 23.2 |
| Prop | Inferred | 94 | 1,160 | 53 | 190 | 2 | 13 | 259 | 22.3 |
| Total | Inferred | 682 | 1,338 | 64 | 226 | 3 | 14 | 307 | 22.9 |
The Prospects
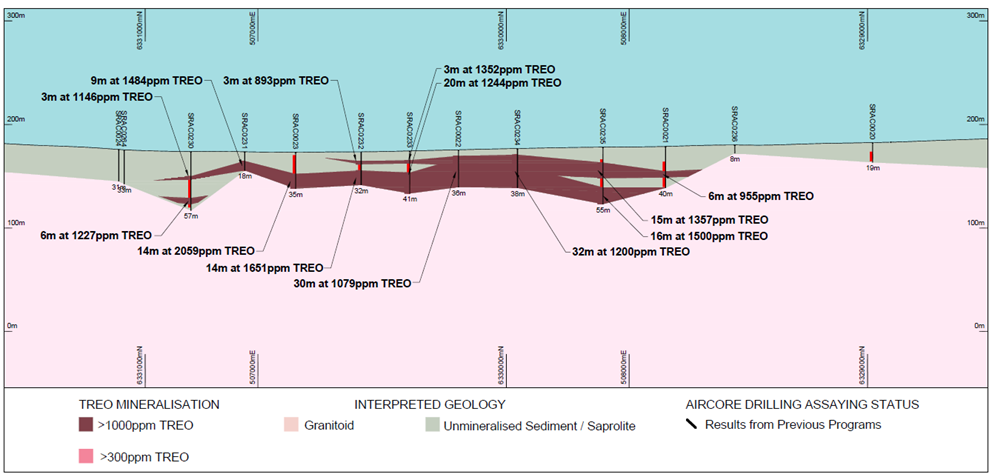
Centre Prospect
The Centre Prospect target area has been defined from OD6’s digital elevation model (DEM), recent mid-time AEM preliminary imagery and CSIRO modelled AEM combined with the results of existing drilling. Drilling indicates that REEs occur in thick clays of the prospect that vary between 10 m to 70m with TREO assay intercepts up to 2,200ppm. Inside Centre is a high-grade deep clay channel at the southern end of the resource and is approximately 2km long by 1km wide. Centre North-West is a narrow channel to the north-west of the main Centre basin, that also exhibits properties similar to Inside Centre. The Centre Prospect is overlain by a shallow transported cover and leached clays of approximately 5 m to 15 m thickness above the rare earth clay host. The target area covers 136km2 and extends approximately 27km along its axis and between 5km and 10km wide. Initial Metallurgical acid leach tests achieved 42% to 90% recovery of MagREE (average 60%).
Scrum Prospect
Scrum is defined in a similar manner to Centre and the REE-bearing clays clay areas that vary between 10m to 50m with TREO assay intercepts up to 2,180ppm. The prospect is partly covered by a sand with thickness varying between approximately 15m to 35m above the clay hosted rare earth areas. Target area covers 26km2 and extend along an approximately 11km axis between 1km and 5km wide. Initial Metallurgical acid leach tests achieved 40% to 89% recovery of MagREE (average 65%).
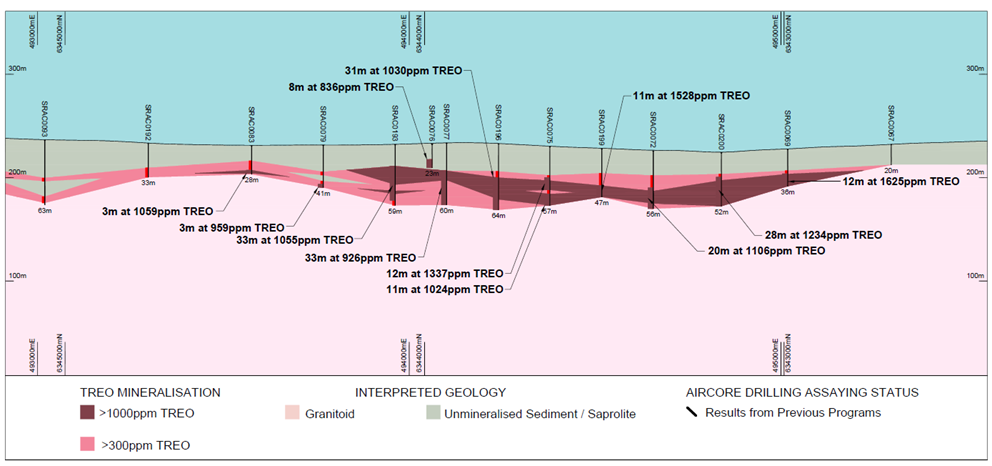
Flanker Prospect
Flanker has been defined in a similar manner to Centre, with REEs occurring in thick clays that vary between 10m to 30m and TREO assay intercepts of up to 2,050ppm. This is covered by shallow transported cover and saprolitic clays of 3 m to 15m thickness above the REE host clay. The target covers 42km2 and extends approximately 17 km along axis, varying between 3 km and 5 km wide. This prospect is shallow, with clay hosted REE to within 3m of surface with preliminary early-time AEM imagery used to define it. This data exhibits influence from near-surface conductive salts. Initial Metallurgical acid leach tests achieved 41% to 76% recovery of MagREE (average 55%).
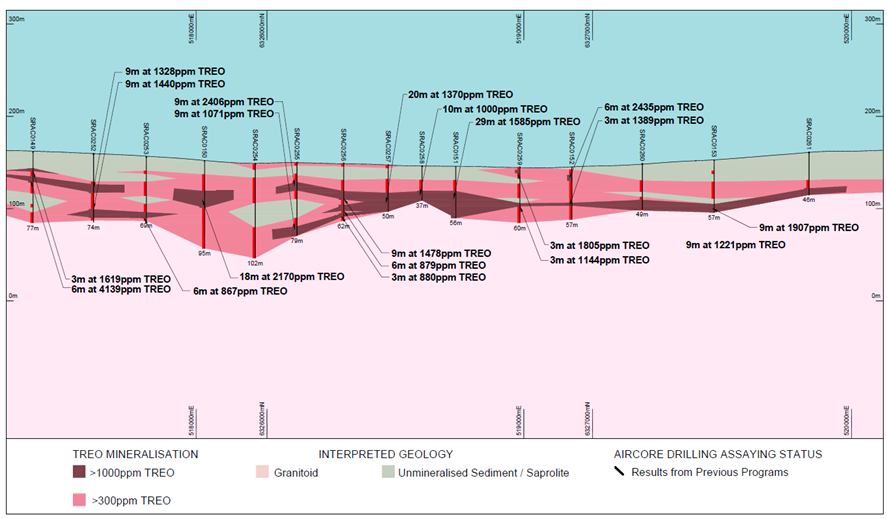
Prop Prospect
Prop has been defined in a similar manner to Centre with REEs occurring in thick clay areas that vary between 10 m to 80m with TREO assay intercepts up to 2,450ppm. Variable transported cover and upper saprolitic clays occur to approximately 3m to 24m thickness above the rare earth clay hosts. The target area covers 58km2 and extends approximate 11km along axis and up to 9km wide. Late-time AEM preliminary imagery has been used to define the target, which contains some of the thickest accumulations of clay identified to date. Initial Metallurgical acid leach tests achieved 40% to 96% recovery of MagREE (average 70%).